当被测对象变成超大结构件,生产节拍被压缩到以分钟计算,质量问题必须在产线上即时拦截时,传统计量室那套“请工件过来”的逻辑,已经难以为继。
于是,计量设备开始反向移动:走出恒温实验室,进入车间、总装线和施工现场,直接嵌入制造过程。
这不是简单的设备形态变化。三坐标进入车间成为过程传感器,三维扫描仪集成触控屏变成一体化检测终端,激光跟踪仪摆脱线缆实现自主巡检,工业 CT 被装进集装箱,直接部署到产线旁,关节臂测量机在接触探测与激光扫描之间无缝切换。

各类计量设备,正在沿着不同的便携化路径,集体走向现场,实现近线乃至在线测量。
精度走出实验室,为什么成为趋势
理解计量设备走出实验室、走向产线的趋势,必须首先理解推动这一转变的四重驱动力。
先说“大”。风电叶片长度突破 100 米,船舶分段重达数百吨,飞机机身直径超过 6 米。这些巨型结构件很难搬进实验室,只能让计量设备走出去,走到工件身边。激光跟踪仪 40 米的非接触扫描范围、手持扫描仪的大尺寸方案、移动 CT 的现场部署能力,皆是对这一需求的响应。
再说“快”。十年前,工件从产线运到计量室、排队、定位、测量、返回,耗上大半天甚至几天,没人觉得有问题。而如今电动汽车产线追求日产千台,航空航天供应商承诺大幅缩短交付周期,计量设备必须贴到产线旁边去,将检测时间从小时压到分钟。这种紧迫性在售后服务与 MRO 领域同样突出。航空发动机的叶片磨损检测、汽轮机的叶轮检修、石化设备的腐蚀评估,都需要在现场完成高精度测量。
然后是“复杂”。以电动汽车为例,其电池包由数千个电芯组成,电池托盘的平面度、安装孔位置、密封面轮廓等几何特征,直接关系到电池安全与车辆性能。由于电池托盘尺寸较大、形状复杂、公差要求严格,在生产节拍内完成全尺寸检测、生成完整的数字孪生模型,更依赖计量设备主动“走向”被测对象,进行过程全检。
最后是“数据”。工业4.0的核心不是自动化本身,而是数据驱动的闭环决策。测量数据需实时回传制造执行系统,触发工艺参数调整或缺陷预警;来自全球各地供应商的零部件要在统一标准下检测,数据可追溯、可比对。传统的“测完再说”模式根本跟不上节奏,而便携式设备天然具备现场部署、即测即传的能力。
大尺寸逼着设备走出去,快节奏逼着设备贴上来,复杂性逼着设备全检测,数据化逼着设备联起来。几条线索交织,各类计量设备开始寻找便携化路径,近线测量乃至在线测量,从“理想状态”变成了“刚性需求”。
三坐标测量机:恒温室的围墙正在瓦解
传统桥式三坐标测量机似乎与“便携”一词绝缘。花岗岩基座重达数吨以保证刚性与热稳定,恒温恒湿环境是精度保证的前提,气浮导轨对地面振动高度敏感,隔振地基是标准配置。这类设备天生就是“实验室物种”,怎么可能“走出去”?
行业正在从两个方向回答这个问题。
一是车间级 CMM的崛起。新一代 CMM 在设计之初就将生产环境纳入考量:主动式气浮隔振系统可直接安装于普通工业地面,隔离车间内机床、行车造成的振动干扰;温度补偿算法实时采集环境温度与机身温度,动态修正测量结果以抵消温度波动影响;全封闭防护罩阻挡车间内的粉尘、油雾、切削液飞溅。
LK Metrology 的 Altera C HA 系列提供气动隔振底座选项,可同时适用于检验室和车间环境。蔡司的 DuraMax 系列更是专为车间设计的 CMM,该系统能够应对日常工作中遇到的温度波动、灰尘和污垢,无需压缩空气,可直接部署于加工中心旁,将“测量站”前移至“加工站”隔壁。
二是测量网络化。单台 CMM 的价值有限,分布于全球各地生产基地与供应商处的测量设备构成统一网络,才能支撑现代供应链的协同质量管理。

蔡司的 CONNECTED QUALITY 平台正是瞄准这一需求:将测量设备、操作人员与质量数据无缝连接,实现远程监控设备状态、跨地域共享检测结果。当总部工程师可以实时查看东南亚工厂的测量报告,当供应商的首件检验数据可以直接导入 OEM 的质量系统时,便携的内涵便从物理层面的设备移动,扩展至信息层面的能力流通。设备固定于各地,但测量能力可以“流动”至需要它的任何决策节点。
两个方向的共同指向是:CMM 不再是孤立于生产流程之外的“最终验收工具”,而是嵌入制造系统的“在线过程传感器”。
三维扫描仪:从“可搬运”到“拿起就走”
如果说 CMM 的便携化是“大设备变得更适应现场”,手持式三维扫描仪的演进则是“小设备变得更完整”——将原本分散于扫描仪、电脑、电源、软件的功能整合为单一手持终端,实现真正的“拿起就走”。
过去,手持式扫描仪虽然便于携带,但工作时要连接笔记本电脑、外接电源,并在电脑端操作软件。操作人员手持扫描仪,眼睛盯着电脑屏幕,脚边堆着各种线缆,这不是真正的便携,只是“可搬运”。当场景转移至狭窄的飞机货舱内部、颠簸的施工现场或远离电源的野外环境时,这种依赖外设的架构便暴露出局限。
如今,三维扫描仪的便携化沿着两条主线演进。
第一条路径是一体化集成。2025 年,主流厂商几乎同步推出集成显示、计算与控制功能的新一代产品,目标是让三维扫描仪成为完整的测量终端。
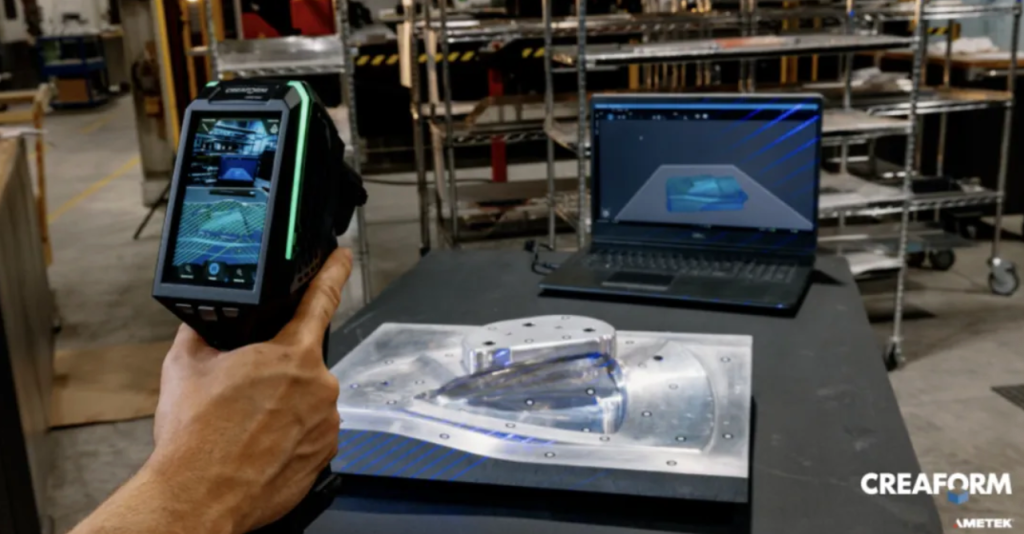
形创的 HandySCAN 3D EVO 系列在本体集成触控屏与高分辨率相机,操作人员可直接在设备上查看实时点云、调整参数、确认完整性,通过 Mobility Kit 便可完全无线操作,并引入增强现实辅助引导。先临三维的 FreeScan Omni 则代表了一体化的极致形态:内置高性能 AI 处理器与可视化交互屏,从扫描到网格输出全程无需依赖电脑,一台设备即可独立完成从三维扫描到尺寸检测的完整流程,精度达到 0.02 mm。
这种一体化趋势反映的是行业共识:当扫描精度达到计量级水平后,竞争焦点则是参数更高与体验更好。
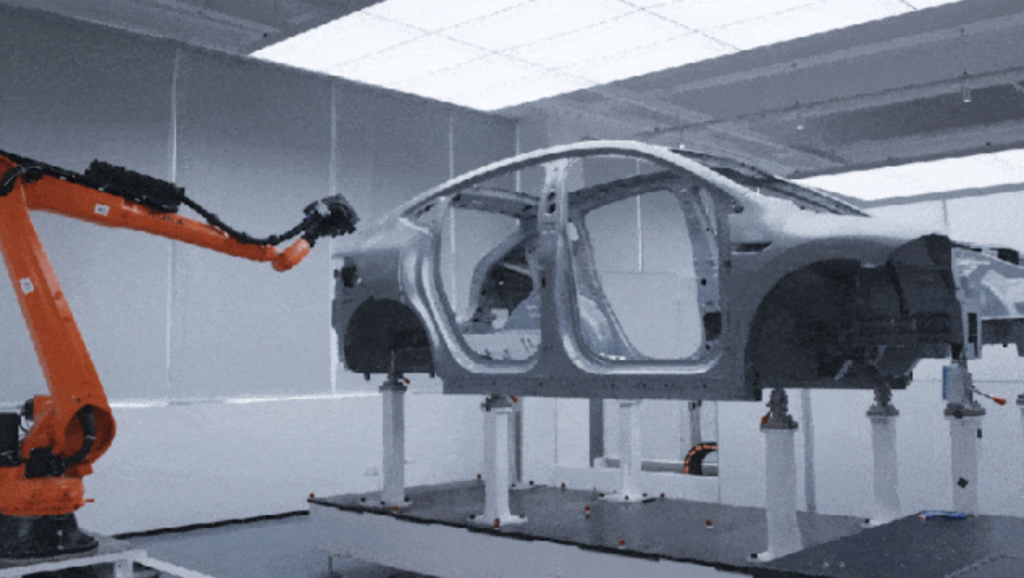
第二条路径是智能自动,适应产线场景,搭载机械臂实现自动化扫描成为工厂标配。将三维扫描仪安装于协作机器人末端,由机器人按预设路径自动完成扫描动作,检测一致性从”依赖人”提升至”依赖系统”,蔡司、海克斯康、先临三维、思看科技、惟景三维等厂商均提供自动化三维检测系统方案。
市场进入精耕细作阶段,厂商的竞争力不再仅体现在单一产品参数,而在于是否能够提供覆盖全场景、支撑近线测量的系统方案,真正实现“开机即扫、随时应用”。
激光跟踪仪:从“定点测站”到“自主巡检”
激光跟踪仪是大尺寸精密测量的核心装备,测量范围达数十米乃至上百米,精度在微米级别,是航空航天、船舶能源等行业的标配工具。其演进轨迹与三维扫描仪路径有类似之处,也最能代表便携化、在线化的深层逻辑,它不是简单的“小型化”,而是从“人操作设备”到“设备辅助人”再到“设备自己干”的能力跃迁。
行业正在突破的第一道边界是“去线缆化”。电池供电与无线数据传输的成熟,使激光跟踪仪摆脱了对外部基础设施的依赖,无需提前布置电源插座,不再考虑线缆限制。设备可灵活部署于任意方位,极大拓展了可及空间。
徕卡测量的 Leica Absolute Tracker ATS800 集成电池与 WiFi 通讯,IP54 防护等级,轻量化设计允许单人搬运,可在工业车间环境下完全无线运行。法如的 Vantage 系列、API 的 Radian 系列同样在推进无线化,这已成为行业共识。

第二道边界是“去靶标化”。传统激光跟踪仪依赖反射球定位,激光束射向反射球并原路返回,通过干涉测量计算距离。这种方式精度极高,但只能测量离散点位,要获取曲面轮廓,必须逐点移动反射球,效率低下。
新一代设备集成了激光雷达或直接扫描功能,可在数十米距离内直接获取表面三维坐标,无需接触、无需靶标。ATS800 采用 C-FMCW技术,在 40 米范围内实现非接触式扫描,可直接测量孔位、边缘、曲面等几何特征;同时保留反射球跟踪能力,两种模式在同一设备上无缝切换。
第三道边界是“去人工化”,也是当前最活跃的创新方向。当设备具备无线能力与非接触测量能力后,自动化集成顺理成章。
激光跟踪仪可搭载于自主移动机器人或龙门导轨系统,按预设路径巡检多个工位,逐步实现“无人值守”的夜间批量检测。ATS800采用轻量化紧凑机身设计,支持任意方向安装,可无缝集成至AMR、AGV、龙门架、导轨或机器人手臂等系统,实现自动化巡检。海克斯康同期推出的 PRESTO Quality Stations 更进一步,将激光跟踪仪与高速两轴定位系统结合,专为汽车底盘特征的自动化快速检测设计。

这种“第三班次(third-shift)”的无人化检测能力,对于产能紧张的供应商意义重大。白天产线生产,夜间设备自动巡检,真正实现了在线测量。
三道边界的依次突破,使激光跟踪仪从“需要人操作的便携设备”进化为“可自主运行的移动测量平台”。
关节臂测量机:接触与非接触的边界消融
关节臂测量机是最早实现便携化的精密测量设备之一,其六轴或七轴结构模拟人类手臂的关节运动,可将测头灵活伸入传统桥式三坐标测量机难以触及的区域,如内腔、背面、深孔、倒扣。与生俱来的灵活性使其成为车间现场测量的主力工具。
然而这类设备正在经历一场身份重构:从“便携式接触测量工具”演变为“多模态现场测量平台”。
传统测量臂的核心能力是接触式测量。末端安装硬质球探头,通过触测零件表面获取坐标点。该方式精度高、可靠性强、对表面状态不敏感,至今仍是孔径、键槽、螺纹等特征测量的首选方式。但效率受限,测量复杂曲面需要采集成百上千个点位,每个点都需要触测,耗时且高度依赖操作技能。
激光扫描头的引入改变了效率格局:将激光线扫描探头安装于测量臂末端,可以每秒数十万乃至上百万点的速度获取曲面数据,相比接触式测量效率提升数倍。
关键突破在于接触与非接触模式的“无缝切换”。当前主流产品已支持两种探头的热插拔更换,且无需重新标定。
FARO 的 Quantum X 系列提供了多款激光扫描探头选项:xR 型追求最高精度,适合小型精密零件的细节捕获;xP 型平衡精度与速度,适合中等尺寸零件的日常检测;xS 型提供超宽激光条纹,适合大面积曲面的快速扫描。用户可根据任务在精度优先与速度优先之间灵活选择。

Hexagon 的 Absolute Arm 配套 Absolute Scanner AS1 扫描头采用 SHINE 技术,单次扫描可同时覆盖不同反射特性的表面。同一台测量臂既可完成需要微米级精度的孔径测量(接触式),也可完成整体曲面的快速数字化(非接触式),“一机多能”取代了“多机协作”。
测量臂不再只是“便携式三坐标”,而是演变为可在多种测量模态间自由切换的“现场测量工作站”,成为近线测量的核心载体。
工业 CT:实验室设备走向“检测即服务”
工业计算机断层扫描(CT)长期被视为“不可便携”的典型代表,射线源、探测器、旋转平台构成的系统体积庞大,铅防护屏蔽动辄数吨重,恒温控制与地基隔振要求苛刻,操作门槛高,投资成本动辄数百万元甚至超千万。
突破的切入点不仅是“缩小设备”,而是“移动整个系统”,适应生产节奏。
德国 Microvista 公司与弗劳恩霍夫 EZRT 研究所联合开发的 SCANEXPRESS 系列,将完整的工业 CT 系统全部装入标准集装箱。2025 年初发布的 SCANEXPRESS 2.0 版本无需独立操作室,支持在集装箱外侧直接装卸工件,进一步简化现场部署流程。
商业模式主打企业无需购置设备、建设防护机房、培养专业团队,而是按需租用移动 CT 系统。Microvista 将设备运输至客户工厂,在产线旁完成检测任务,通过全自动化的 AI 缺陷分析提供即时检测报告。原型产品推出后“数月内预约排满”,印证了市场的需求。

这种“检测即服务”模式对于电动汽车、航空航天等行业具有吸引力。电机定子、电池模组、铸造壳体、增材制造零件等需要内部结构检测的部件,传统方式是送样至专业实验室,周转周期数周、物流成本高昂、样品可能在运输中受损。移动 CT 将检测能力直接部署于生产现场,批次拦截时间从“周”压缩至“天”甚至“小时”,质量问题可以在流入下游之前及时发现,或可实现在线检测。
与此同时,固定式 CT 设备的演进方向则是“逼近产线节拍”。德国 Waygate Technologies 的 Phoenix 系列持续优化扫描速度与图像质量,扩大扫描空间,优化工件装卸流程,集成 AI 自动缺陷识别软件。目标是让实验室级 CT 设备的检测节拍逐步逼近产线需求,支持“近线 CT”乃至“在线 CT”部署。
当检测能力可以“按需调用”或“随线部署”时,CT 从“贵族设备”变成“大众工具”,从“抽检手段”变成“全检可能”。
下一个十年:从“人操作设备”到“设备自主运行”
回望过去十年,便携化的核心命题是“让设备能去现场”。不过,走出实验室并不意味牺牲精度。恰恰相反,近线测量与在线测量正在变得更加精密。当检测从“事后终检”前移至“过程监控”,问题可以在萌芽阶段被发现,最终产品的一致性反而更高。
展望下一个十年,核心命题将升级为“让设备能自己干”。无线化解除了部署的物理束缚,智能化降低了操作的技能门槛,自动化集成打通了设备与产线的数据接口。下一步是将这些能力深度整合为“自主测量系统”——根据 CAD 模型自动规划最优检测路径,根据实时采集数据自动调整测量策略,根据质量趋势自动触发预警与工艺干预。设备间的协同从“人来调度”变为“系统自组织”,“无人计量”将从实验室演示走向产线日常。
精度曾是恒温室的专属。如今,它正走进车间、走向工地、走入现场,而且比以往更加精密。计量设备的便携化,本质上是制造业数字化转型的一个切面:当物理世界与数字世界的边界日益模糊,测量作为连接两者的桥梁,其存在形态必然随之重塑。
而这场重塑,才刚刚拉开序幕。
配图来自网络,归原作者所有,如有侵权请联系删除,感谢。




