在航空发动机、燃气轮机等大型涡轮动力构件的制造线上,三坐标测量机(CMM)凭借其在标准几何特征测量上的精准、稳定和可靠性,至今仍是质量控制体系中不可或缺的一环。面对大尺寸的锻造/铸造叶轮或叶片时,一份全绿的PASS报告,意味着被测的基准面、榫槽等关键装配特征均已合格。
然而,工艺的特殊性,给检测提出了远超判断是否合格的深层需求。
叶片的整体变形趋势是怎样的?锻件的回弹规律如何?铸件的收缩和翘曲如何分布?模具或型芯应当如何补偿?这些问题的答案,都隐藏在叶片的连续曲面里,由此引发了一场关于测量数据密度的技术之争。
叶片测量本质是“高密度数据需求”构件测量
叶片是典型的连续自由曲面,而锻造工艺放大了其检测难度。和平面、孔、轴为主要特征的机械零件不同,这类构件的几何特征对测量数据密度的要求高出不止一个量级。
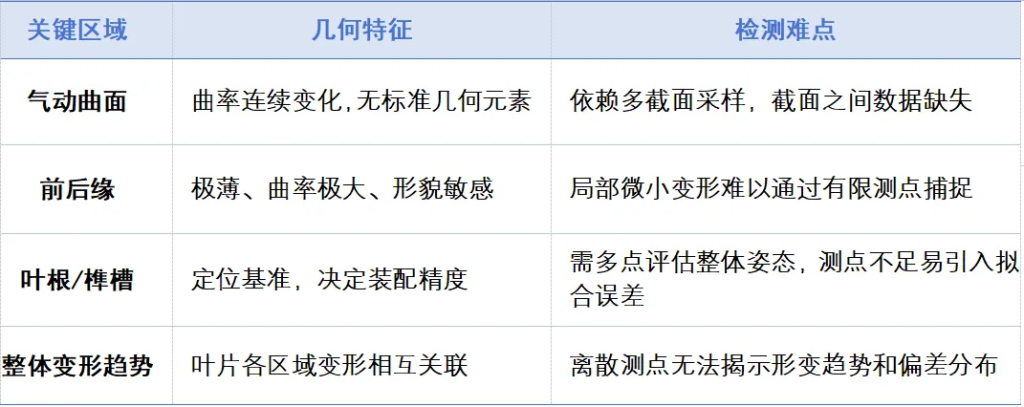
三坐标能够很好地应对基准面、榫槽平面等几何元素明确的局部特征,但当工艺需求从评价几个控制截面,升级到需要理解整个叶片在空间中的变形逻辑时,基于逐点接触式测量原理,在锻造/铸造叶片这种大型薄壁构件上,则体现出了几个维度的核心约束:
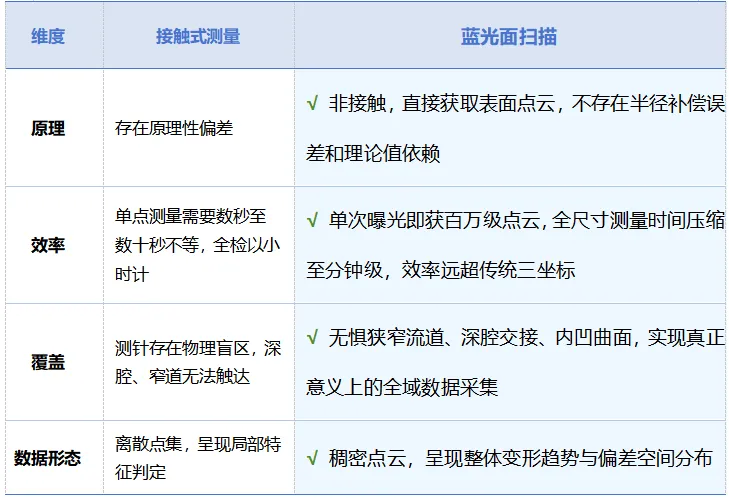
❶ 测量原理约束——接触式测量面临原理性误差。测球半径补偿需沿触测点法向进行,但叶身曲率连续变化,难以获取真实法向,这一误差在叶身大扭角区域会被急剧放大。
❷ 信息形态约束——CMM获取的始终是离散点。测量点之间的曲面起伏被插值算法平滑过渡,在叶缘、叶根等曲率剧变区域极易过滤掉局部波动。与之相应,其输出的检测报告也仅呈现零散测点的数值或截面线的轮廓度,无法揭示偏差在叶身表面的分布趋势和空间关联。
❸ 效率和可达性约束——测量时间随测点数量线性增长,在高密度数据需求下,检测效率和信息完整度之间矛盾突出。并且在叶轮的狭窄流道根部、近轮毂内凹区等区域测针因物理尺寸和运动自由度限制无法进入,形成测量盲区。
核心结论:在三重困境中,CMM难以独立承担起指导大尺寸锻造叶片工艺优化的全域检测重任。
蓝光面扫描三维测量:以面呈形
转向蓝光面扫描,并不是要在标准特征的精度上和三坐标比拼,而是对数据形态和测量覆盖能力的一次改变,去应对三坐标不擅长的领域——对零件全域形变的认知,这实际是一种互补式的检测逻辑升级。
惟景三维采用蓝光面扫描测量,核心优势源于其面阵式数据获取机制及非接触式工作原理。系统将编码后的蓝光条纹投射至被测表面,多视角工业相机同步采集条纹畸变,通过相位解算与三角测量原理,一次性重建出百万级点云。
这一原理带来的差异,在大型锻造构件上体现的尤为显著:
数据形态决定洞察深度
对于单个锻造叶片,三坐标凭借高精度,能可靠地回答某个截面是否超差。但锻造工艺需要回答一个更深层的问题:偏差是如何在空间上分布的?
工艺关心的核心问题:
叶根处微小的扭转角偏差,是否沿叶高方向被线性放大,导致叶尖产生显著的弦向偏移?
叶盆和叶背的厚度偏差,是整体均匀偏厚、偏薄,还是因模具错移导致的一端厚、一端薄的趋势性变化?
前缘轮廓的局部凹陷,是否与相邻叶盆区域的凸起存在材料流动上的关联?
蓝光面扫描的核心价值:
将检测从离散截面的独立合格判定升级为整体变形趋势的识别。
工艺人员看到的是一幅描绘偏差如何在叶身表面分布、演化和关联的完整图谱——正是这种对变形逻辑的全局洞察,构成了指导模具型面补偿、优化锻造工艺参数的核心依据。
惟景三维的全域检测方案
对于航空发动机整体叶盘、燃气轮机压气机叶片等大型复杂构件,惟景三维蓝光测量方案定位清晰,既可胜任生产完成后的质量终检,也能部署于制造过程,支撑实时尺寸控制与问题前馈,实现从产品判定到过程干预的全场景覆盖。
终检基准特征评定——作为三坐标的可靠协同者
过程检测变形趋势分析——全域数据的主方案
硬件基础:
以PowerScan 12M Pro为代表的全系蓝光扫描设备,专为大型构件检测优化。
软件能力:
√ 叶型截面自动比对,支持前缘、后缘、叶盆、叶背分区域评价;
√ 输出整体变形色谱图,偏差在空间中的分布一目了然;
√ 全尺寸报告一键导出,兼容企业SPC系统,支持趋势分析指导工艺优化。
在叶轮检测领域,惟景三维的蓝光面扫描方案已走向产线常态化应用,截至目前,多个项目案例已成功落地,涵盖航空发动机叶片、燃机整体叶轮、车用涡轮增压器叶轮等典型场景。
文章转自惟景三维官方公众号,如有侵权,请联系删除



